







- Episode.8 「世界で評価される馬革専業タンナー『新喜皮革』」
- Episode.7 「ロマンと科学で紡ぐ”XX”の遺伝子 Vol.4」
- Episode.6 「ロマンと科学で紡ぐ”XX”の遺伝子 Vol.3」
- Episode. 5: The DNA of “XX,” Interwoven with a Spirit of Adventure and Science – Vol. 2
- Episode.5 「ロマンと科学で紡ぐ"XX"の遺伝子 Vol.2」
- Episode.4 Starting “XX” Reproducing Project. Vol.1
- Episode.4 「ロマンと科学で紡ぐ"XX"の遺伝子 Vol.1」
- Episode. 3 Vintage Wool Blanket Making Revives in Modern Times Vol. 3
- Episode.3 「現代に蘇るヴィンテージウール Vol.3」
- Episode.2 Vintage Wool Blanket Making Revives in Modern Times Vol. 2
- Episode.2 「現代に蘇るヴィンテージウール Vol.2」
- Episode.1 Vintage Wool Blanket Making Revives in Modern Times Vol. 1
- Episode.1 「現代に蘇るヴィンテージウール Vol.1」
Episode. 5: The DNA of “XX,” Interwoven with a Spirit of Adventure and Science – Vol. 2
~Episode 2: Spinning Yarn Until We Create Fabric~Previously, JELADO representative Yohei Goto discussed cutting 501XX dead stock fabric into pieces which were then sent to a research institution.
In this edition we will learn about the process of producing fabric from spinning based on the results of that research
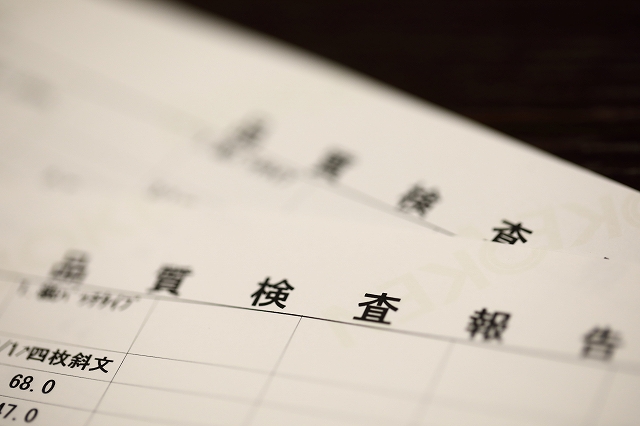

The research results have been narrowed down to their essential points, as follows.
“Warp” Counts/7.〇, No. of twists/1〇. 〇, fiber length/2〇. 〇mm, No. of drives /6〇
“Weft” Counts/6. 〇, No. of twists/9. 〇, fiber length/3〇. 〇mm, No. of drives/4〇
*As these are the results of JELADO’s proprietary analysis, the “〇” portion is not disclosed.
In specific terms, a short cotton fiber with a relatively strong tension is used for warp yarn, while weft yarn is made of a long cotton fiber that is comparatively lax. In that sense, the results parameters were certainly within general expectations, although the current point in question becomes whether or not we can achieve values of less than a decimal point.
For example, a “1 count” is equivalent to one pound (454g) of cotton stretched 840 yards (approximately 768m). However, the difference between a “7 count” and “7.0 count” is one pound of cotton at “840 yards x 7,” or the difference of stretching to the length of “840 count x 7.0.” Expert spinners would say that it’s highly likely that you won’t be able to honestly tell the difference between a 7 count and 7.0 count with the naked eye.
Nonetheless, the conclusion is that for this project we will pursue precisely the above values down to less than a decimal point.
Comments by JELADO’s Goto
“In reproducing 501XX for today, I know that there are things like the theory given by those who came before us that “Making it in a certain manner will lead to something similar to 501XX.” On the other hand, however, the fact is that disparities arise in terms of expression and texture even among individual items of the same age when we have numerous pairs of 501XX Jeans. This is exactly why it’s now so important to create “JELADO’s correct answer” with the pursuit of reaching figures of less than a decimal point. Perhaps it’s pointless to go that far, but I think that it’s JELADO’s responsibility to make 501XX known to the people of today.”
STEP.1 “Selection of Cotton”
After finishing up the meeting in Tokyo, the first place the editorial team visited was the spinning factory in Sennan, Osaka.
For this project, in determining what would be the ideal cotton to select we sought the opinions of spinning craftsman while taking into account historical evidence and the results of the recent analysis.
The spinning craftsman spoke of a place in America known as the “cotton belt” where cotton cultivation is possible in a region that straddles North Carolina in the east across to California in the west. For warp yarn, Levi’s is said to have at the time mostly used the cotton produced in the vicinity of Memphis. In this area there had been a major cotton hub in Memphis, Tennessee, which was also the point where the massive amount of cotton harvested in neighboring states was warehoused. Moreover, the gold rush that occurred in the Memphis area is said to possibly have been another factor. What this means is that, strictly speaking, as there was no “Memphis-produced cotton,” what was used was “cotton that was accumulated in Memphis.” Next, for weft yarn, just looking at the results of our recent analysis, I think it probable that what was used was cotton harvested along the West Coast. The reason for this is that it’s only possible to harvest cotton with such long fiber on the West Coast given its temperate climate. Now here’s where the hypothesis begins. I believe that at the time Levi’s also wanted to produce low-cost denim, which is essentially limited to work attire, but likely that even when using weft yarn for strengthened short cotton fibers, the yarn would break at the weaving stage. So, I think they had no other option than to use the relatively expensive super-long cotton fiber harvested on the West Coast.

Let’s take another look at the data extrapolated from the individual 501XX Jeans’ dead stock we used as reference for this project.
Warp yarn fiber length of 2〇. 〇mm, and weft yarn fiber length at 3〇. 〇mm.
From the perspective of warp yarn production area and specifications, we immediately settled on EMOT (Eastern Memphis, New Orleans, and Texas) medium- to long-fiber cotton harvested around Memphis, and which is today distributed around the world. Given that we define cotton with a fiber length of over 35mm as super-long cotton, we had quite a few hours of deliberation about the weft yarn sample that had abnormally long fiber length. The result was that we arrived at a decision to use the original California-produced pima cotton as even now that falls within the “high quality” classification.
Our decision to spare no cost led to a loose twist for the weft yarn at the spinning stage, and through that the creation of a softness in the fabric that was produced. I’ll discuss that in detail in the next edition.
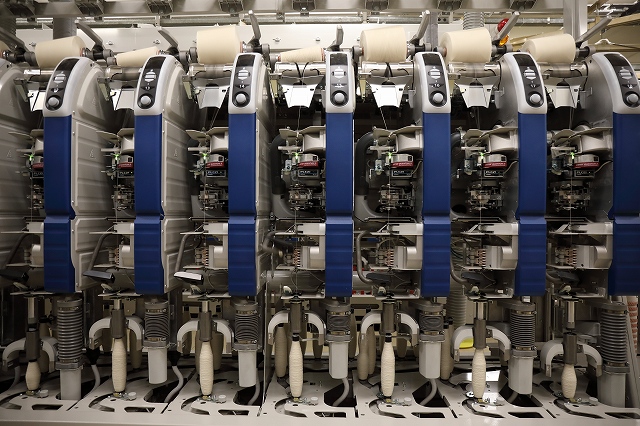
STEP.2“Spinning”
At this point we introduce the process in which cotton is somehow able to be transformed into a yarn.

What happens first is the process whereby one 200kg-block of cotton, having arrived from the production area in a compressed state, is rolled up with a loader, and its surface is vacuumed while eliminating debris. By vacuuming up the lined-up 20 to 30 cotton blocks, the cotton is loosened up, and at the same time each cotton block’s mixed individual disparities are tamped down to the extent possible. The cotton that is vacuumed up travels through the factory’s internal ducts and is rolled up with air from multiple tanks to further increase uniformity.



The loosened-up cotton is put into a wrapped state in order to uniformly align the direction of the fibers. Debris that had not been removed in the previous process is further eliminated at this stage.



Next, the wrapped, rolled up cotton is twisted slightly and put into a rope-like form known as a sliver . Each sliver first takes seven threads to form a single one, then further from eight to a single thread. Here too the process is undertaken to increase uniformity.



Finally, the sliver that is bundled into a single intricate, tightly wrapped thread becomes the “yarn” that’s been spooled while adding a further twist. Incidentally, the uneven thread, richly expressed by the fabric itself when being created, is produced by intentionally applying an imperfect rotation during fabric finishing.


Having completed production of warp and weft yarns that have taken on a moderately uneven feel, these are then sent to the dyeing factory.

STEP.3“Dyeing”
With spinning completed and yarn in hand, our team was off to the dyeing factory in Hiroshima Prefecture.
Broadly speaking, there are two reasons to request color dyeing at this factory. The first is to enable an accurate recreation of the 501XX dead stock color as well as the white-core specifications, discussed below, that we are seeking under this project. The second is to be able to realize quality control for the high dimensions, with virtually no variation from lot to lot. JELADO has had the aim of bringing that vintage, aged transformation experience to all when delivering the product to consumers.
So, let’s now introduce the dyeing process.
The yarn that arrives at the factory is rolled up like rope after having undergone a process known as “Refining.” Following that, oil is removed and fluid indigo dye is applied. I hesitate to discuss the details here, but at this point what is important is the digitally administered temperature management and the various settings of each piece of machinery. This is easily understandable by taking a look at the below photos. Having been applied with the fluid, oxidation occurs as the yarn is exposed to air and it gradually takes on an indigo hue.
Repeating this process multiple times, the yarn will become dyed in the preferred color tested in advance. Following dyeing, to make the warp yarn easy to weave, paste is applied and a needle is added. By the way, it is this paste that gives raw denim its distinctive smell.



The critical elements of the dyeing process in this project are to maintain optimal tension in the yarn as it’s in the rope form, and to keep the dye from reaching the core of the yarn. Finishing up the yarn with a core that is white elicits what is commonly known as “atari” (the selective fading of certain portions) in the fabric.

The quality demonstrated by this stunning rope dying technology, which we were unable to observe during our interview this time due to it being an industrial secret, is something we certainly hope you can experience with the finished product.
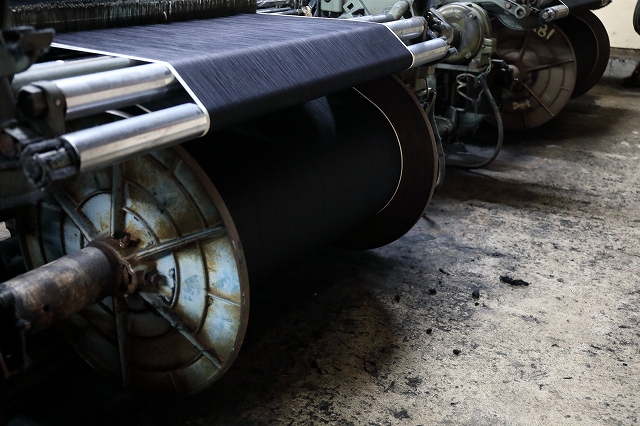
STEP.4“Weaving”
Yarn that has completed spinning and dyeing stages is finally ready for the weaving process.
Greeting us on our crew’s visit to the factory in Okayama Prefecture was the booming roar of an old-fashioned shuttle loom. This factory gives Japan world bragging rights for its rarity as a location where you can see an operational Type G3 Toyoda Automatic Loom —manufactured by Toyoda Automatic Loom Works (the predecessor “head family” company to today’s Toyota Group)—and it’s safe to say that this is the world’s oldest production model among shuttle looms.
We chose this factory because we wanted to get hands on with the Type G3 in our efforts to satisfy the specifications—namely warp 6〇 threads/weft 4〇 threads—for the number of drives (the total number of threads for warp and weft yarn woven into one square inch of fabric), which was the finding of our analysis on 501XX dead stock, and the basis of our research.

So, what are the good points of the Type G3 in the first place? To answer this question, we need to start the explanation from the background that arose from the Type G, the forerunner of the Type G3.
In 1903, Sakichi Toyoda produced the Type T Toyoda automatic iron loom which automatically replenished the weft yarn without stopping operation. In 1910 Sakichi set out for America and Europe on an observation tour with the aim of further advancing loom capabilities. Upon returning to Japan, he repeatedly made prototypes based on what he had learned from his observations and his own confidence, and in 1924 he brought his vision to reality with the completion of the Type G non-stop shuttle-change Toyoda automatic loom.
The impact the Type G had on the world is immeasurable. Platt Brothers, Ltd. , a U.K. company that at the time was the world’s largest loom manufacturer, even applied to acquire the rights for Type G manufacture and sales worldwide, excluding in the U.S. and China where Japan already had export experience. (By the way, this transfer of rights was the source of funds that facilitated the development of automobiles by Kiichiro Toyoda, Sakichi’s heir and eldest son.) Setting aside the U.K., a major loom nation at the time, it’s easy to imagine the shock caused by the Type G landing in America, a country with high rates of shuttle loom utilization. Without doubt, this had no small impact on George Draper and Sons and other U.S. loom manufacturers.
Well, let’s return the story back to the Type G3. The Type G3 is a direct descendent of the Type G and was the shuttle loom used in the 1950s, with the primary improvement made to enable the weaving of thick fabrics. So, given the track record of export to the U.S. and its highly significant impact, and especially for the era in which it was used, JELADO chose the Type G3 for this project.


Here we will spotlight the merits of employing shuttle looms, including the Type G3, for the making of denim products.
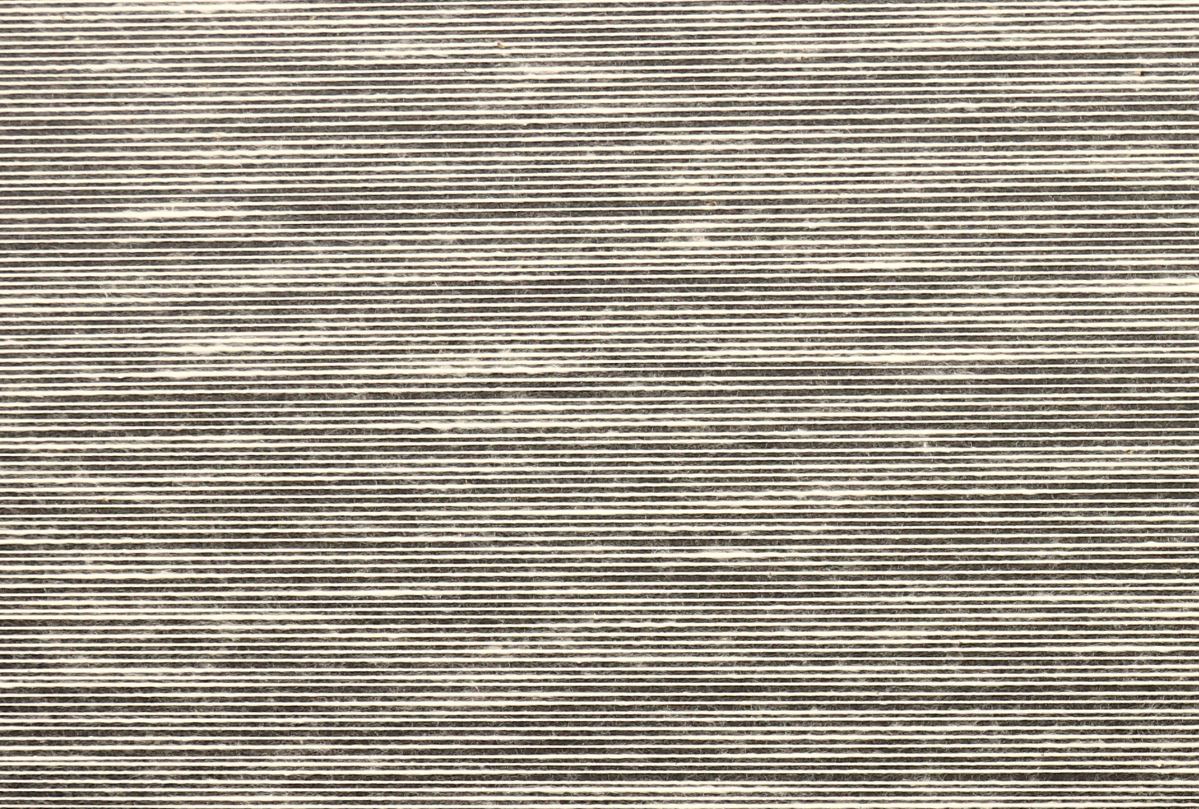
The largest difference when comparing modern looms with shuttle looms is weaving speed. A single shuttle loom is capable of weaving a fabric length of approximately five meters in one hour. Moreover, it is that very snail-paced speed that produced the fluffy-textured fabric considered to be the distinctive characteristic of 501XX that is emblematic of the American golden age

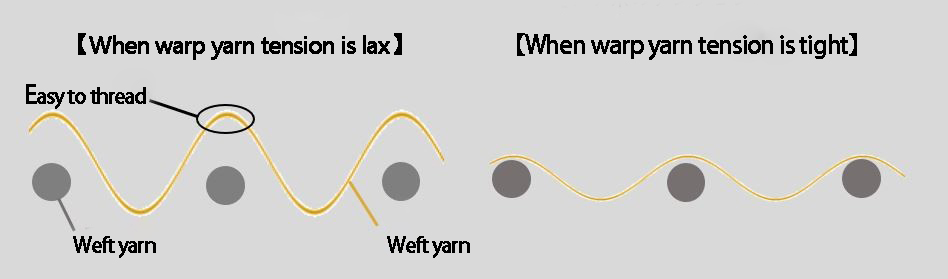
In addition, compared to the latest Sulzer looms which are able to weave fabric several times as wide as shuttle looms, at 10 times the speed, in the case of shuttle looms it’s also important that the warp yarn tension is able to be somewhat lax. To give a rich expression when fading the color, it’s necessary to have that lax warp yarn tension, as seen in the below figure.
With a slow speed, the fabric width that can be woven is narrow.
Despite this, there are still things that only a shuttle loom can accomplish.
Manufacturing has evolved to always efficiently enrich civilization, although even today, with the dramatic advances to technological progress, it’s still possible for inefficiencies to give rise to human affluence.

STEP.5「”LAST RESORT” !?」
Using cotton with mostly the same specifications as the dead stock 501XX, we performed spinning with specifications in line with the data, and dyeing with a color just like that of the original. To the extent possible we produced a weave that approximates the form of the original, at last completing the denim fabric.
Having scientifically conducted this analysis, the result of not holding back with the application of technology that is the essence of Japanese craftsmanship is this. While this fabric itself is a product realized by bringing back to today the processes behind 501XX, we have now decided to commercialize it also as fabric units. The name of the product is “LAST RESORT”!
Moving forward, more than merely five-pocket jeans, we envision the adoption of “LAST RESORT” for an array of items, and very much look forward to the name of this specialized weave being well recognized when it’s used.

Coming up next time
In our next edition, it’s finally on to the sewing factory!
Just what patterns and parts will play a role!?
Stay tuned!!

(Text:Covo Tagata, photos: Seiji Sawada )






